 English
English русский
русский Deutsch
Deutsch عربى
عربى









+86 189 6101 2359
+86 133 6521 5663
+86 138 5268 6835
محتوى
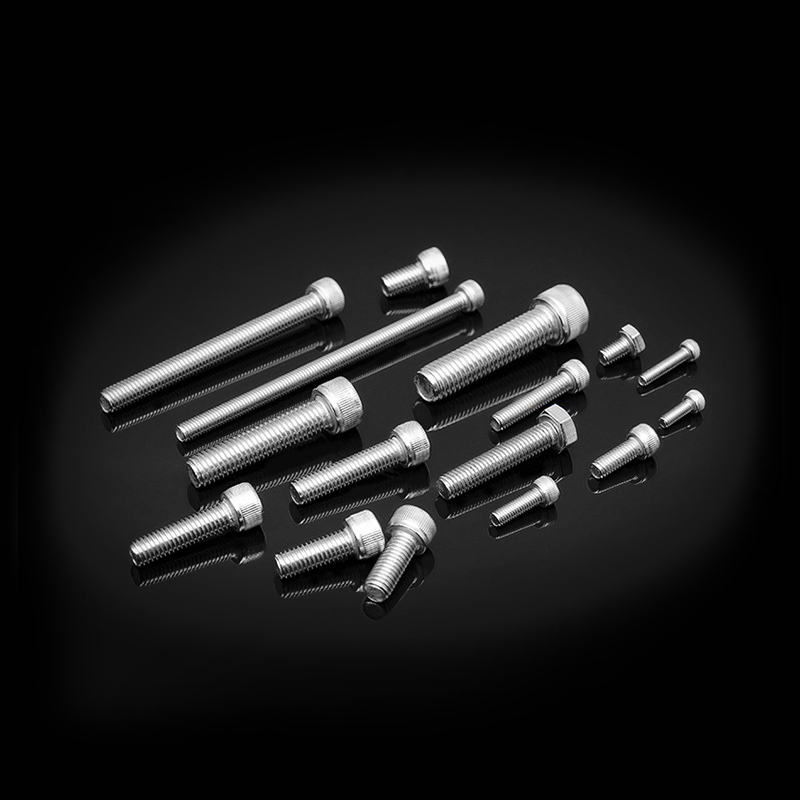
مسامير برأسين من الفولاذ المقاوم للصدأ - يشار إليها أيضًا باسم المسامير أو المسامير ذات النهاية المزدوجة - وهي مثبتات ملولبة تحمل خيوطًا على طرفي الساق، مع وجود قسم مركزي عادي أو ملولب جزئيًا بينهما. على عكس الترباس التقليدي الذي له رأس في أحد طرفيه وخيوط في الطرف الآخر، لا يحتوي الترباس ذو الرأس المزدوج على رأس متكامل؛ بدلاً من ذلك، يتم تطبيق الصواميل على كلا الطرفين الملولبين لتثبيت المفصل معًا، أو يتم تثبيت أحد الطرفين بشكل دائم في فتحة ملولبة في أحد المكونات بينما يقبل الطرف الآخر الصمولة. يعد غياب رأس الترباس التقليدي ميزة تصميم متعمدة تتيح تكوينات هيكلية وتجميعية محددة لا يمكن للمسمار القياسي تحقيقها.
إن استخدام الفولاذ المقاوم للصدأ كمادة أساسية - الأكثر شيوعًا AISI 304 أو AISI 316 أو الدرجات المزدوجة - يمنح هذه السحابات مقاومة التآكل، واستقرار درجة الحرارة، وخصائص السطح الصحية المطلوبة في البيئات التي قد تتدهور فيها مثبتات الفولاذ الكربوني بسرعة. يتم تصنيع البراغي ذات الرأس المزدوج المصنوعة من الفولاذ المقاوم للصدأ وفقًا لمعايير الأبعاد الدقيقة مع تفاوتات خيطية يمكن التحكم فيها على كلا الطرفين، مما يضمن أن ربط الصمولة على كل طرف من أطراف المسمار يوفر قوة التثبيت المصممة دون تجريد الخيط أو التعرق تحت أحمال الخدمة.
يتم إنتاج البراغي ذات الرأس المزدوج المصنوعة من الفولاذ المقاوم للصدأ في عدة تكوينات متميزة، كل منها مُحسّن لنوع معين من الوصلات أو متطلبات التثبيت. يعد فهم الاختلافات بين هذه التكوينات أمرًا ضروريًا لتحديد المنتج الصحيح لتطبيق معين.
في هذا التكوين، كلا الطرفين الملولبين لهما نفس طول الخيط ودرجة ميله وقطره. تُستخدم المسامير الملولبة ذات الطول المتساوي في تطبيقات المفاصل حيث يمر المسمار بالكامل من خلال كلا المكونين المتصلين، مع وضع الصواميل وشدها على كل طرف في وقت واحد. يعد هذا التكوين شائعًا في مجموعات الفلنجة ذات الضغط العالي - مثل توصيلات أوعية الضغط، وفلنجات خطوط الأنابيب، وأغطية المبادلات الحرارية - حيث يجب تحميل المفصل بشكل متناظر من كلا الجانبين لتحقيق ضغط الحشية الموحد المطلوب لختم مانع للتسرب. تضمن أطوال الخيوط المتساوية إمكانية تشغيل كلا الصمولتين على نفس عمق المشاركة، مما ينتج توزيعًا متوازنًا لقوة التثبيت عبر وجه الحافة.
تحتوي المسامير غير المتساوية الطول على أطوال خيطية مختلفة في كل طرف - طرف قصير للتثبيت الدائم في فتحة ملولبة (نهاية "النبات") وطرف أطول لاستقبال الجوز القابل للإزالة (نهاية "الجوز"). عادةً ما يساوي طول خيط نهاية المصنع 1.0-1.5 مرة قطر الترباس للمكونات الفولاذية و1.5-2.0 مرة القطر للمواد الأكثر ليونة مثل الألومنيوم أو الحديد الزهر، مما يضمن قوة تعشيق الخيط الكافية في الفتحة الملولبة. يوفر طرف الجوز الأطول مشاركة كافية للخيط للجوز بالإضافة إلى بروز خيط إضافي خارج وجه الجوز للفحص وتركيب جهاز القفل. يعد هذا التكوين قياسيًا لمسامير رأس الأسطوانة في المحركات، ومسامير الفلنجة في معدات الضغط، وأي تجميع حيث يجب إزالة مكون واحد للصيانة بينما يظل المسمار ثابتًا بشكل دائم في المكون الأساسي.
تحمل البراغي ذات الخيوط الكاملة الخيوط بطولها بالكامل من النهاية إلى النهاية، مع عدم وجود مقطع ساق عادي بين المناطق الملولبة. يوفر هذا التكوين أقصى قدر من المرونة في وضع الصمولة - يمكن وضع الصمولة في أي مكان على طول المسمار لاستيعاب سمك المفصل المتغير أو الفواصل أو المكونات المتعددة المكدسة في مجموعة واحدة. تُستخدم المسامير اللولبية بالكامل على نطاق واسع في تطبيقات مسامير التثبيت الإنشائية، وأنظمة الأسقف المعلقة، وأطر تركيب المعدات، وفي أي مكان لا تكون فيه هندسة المفصل ثابتة في وقت التصميم ويجب أن تستوعب الاختلافات الميدانية في أبعاد المكونات.
يتم تحديد مقاومة التآكل، والقوة الميكانيكية، والقدرة على درجة الحرارة لمسمار مزدوج الرأس من الفولاذ المقاوم للصدأ بشكل أساسي من خلال درجة السبائك المحددة. تعد مطابقة الدرجة مع بيئة الخدمة أحد أهم القرارات في مواصفات مسمار التثبيت، حيث أن الدرجة غير المحددة سوف تتآكل أو تفشل قبل الأوان، في حين أن الدرجة المحددة بشكل زائد تضيف تكلفة غير ضرورية دون فائدة وظيفية إضافية.
| الصف | عناصر صناعة السبائك الرئيسية | مقاومة التآكل | دقيقة. قوة الشد | تطبيق نموذجي |
| إيسي 304 (A2) | 18% كروم، 8% ني | جيد - مادة كيميائية جوية ومعتدلة | 500 ميجا باسكال | الصناعية العامة، المعدات الغذائية، التدفئة والتهوية وتكييف الهواء |
| إيسي 316 (A4) | 16% كروم، 10% ني، 2% مو | ممتاز - كلوريد وبحري | 500 ميجا باسكال | المعالجة البحرية والساحلية والكيميائية |
| إيسي 316 ل | 16% كروم، 10% ني، 2% مو, low C | ممتاز – مقاومة فائقة لمنطقة اللحام | 485 ميجا باسكال | تجميعات ملحومة، خدمة عالية النقاء |
| دوبلكس 2205 | 22% كروم، 5% ني، 3% مو | المعلقة - تكسير التآكل الإجهاد | 620 ميجا باسكال | في الخارج، تحلية المياه، تآكل عالي الضغط |
| سوبر دوبلكس 2507 | 25% كروم، 7% ني، 4% مو | متفوقة - خدمة كلوريد العدوانية | 750 ميجا باسكال | تحت سطح البحر، وأنظمة مياه البحر، وخدمة الغاز الحمضي |
يعزز محتوى الموليبدينوم الموجود في المسامير من الدرجة 316 بشكل كبير مقاومة التنقر الناجم عن الكلوريد - وهي الآلية التي تسبب فشلًا سريعًا وغير متوقع للمثبتات من الدرجة 304 في بيئات العمليات الساحلية والبحرية والمكلورة. بالنسبة للتطبيقات التي تقع على بعد عدة كيلومترات من الخط الساحلي أو عند ملامسة مياه البحر أو المياه المالحة المعالجة أو مواد التنظيف الكيميائية المكلورة، فإن تحديد درجة 316 أو أعلى هو الحد الأدنى المناسب لاختيار المواد، وليس تحذيرًا هندسيًا زائدًا.
تخدم البراغي ذات الرأس المزدوج المصنوعة من الفولاذ المقاوم للصدأ أدوار تثبيت مهمة عبر مجموعة متنوعة من الصناعات، وفي كل حالة تستفيد من مزيجها المحدد من قدرة التثبيت عبر المفاصل، ومقاومة التآكل، ومرونة التصميم لحل تحديات التثبيت التي لا تستطيع البراغي التقليدية معالجتها بشكل فعال.
تمثل تجميعات وصلات الحواف ذات الضغط العالي في المصانع الكيماوية والمصافي ومرافق توليد الطاقة واحدة من أكبر مجالات تطبيق البراغي المصنوعة من الفولاذ المقاوم للصدأ. يتم توصيل أغطية أوعية الضغط، ورؤوس المبادلات الحرارية، وفلنجات خطوط الأنابيب بواسطة صفائف من المسامير اللولبية - عادةً بتكوين متساوي الطول - والتي تمر عبر فتحات مسامير الشفة مع صواميل مشدودة على كلا الوجهين. يسمح هذا التكوين بتطوير حمولة الترباس الكاملة عن طريق الشد من كلا الطرفين في وقت واحد، مما ينتج عنه إجهاد تثبيت الحشية العالي والموحد المطلوب لإغلاق سوائل العملية عند ضغوط ودرجات حرارة مرتفعة. يحدد معيار التصميم ذو الصلة لهذه التطبيقات - ASME B16.5 لفلنجات الأنابيب وASME VIII لأوعية الضغط - أبعاد مسامير التثبيت وفئة الخيوط ومتطلبات المواد بالتفصيل، مع اختيار درجات الفولاذ المقاوم للصدأ بناءً على تآكل سوائل العملية ودرجة حرارتها.
تستخدم محركات الاحتراق الداخلي والضواغط والآلات الصناعية مسامير تثبيت غير متساوية الطول على نطاق واسع لتوصيل الأغطية والرؤوس والمشعبات وأغطية المحامل بالمصبوبات الرئيسية. يتم تثبيت الطرف النباتي للمسمار بشكل دائم في الصب أثناء التجميع، ويتم بعد ذلك تثبيت الغطاء أو الرأس القابل للإزالة فوق المسامير البارزة وتثبيته بالمكسرات. يسمح هذا الترتيب بإزالة الغطاء أو الرأس للصيانة - استبدال الحشيات، أو فحص المكونات الداخلية، أو محامل الخدمة - دون إزعاج المسامير الموجودة في الصب، والتي تظل موجودة بدقة ومثبتة بشكل صحيح في الفتحات المسننة. في تطبيقات المحركات البحرية أو آلات تجهيز الأغذية حيث يكون الفولاذ المقاوم للصدأ مطلوبًا لمنع تآكل أدوات التثبيت في البيئات الرطبة أو البيئات المغسولة، يتم تحديد مسامير مزدوجة الرأس غير قابلة للصدأ لجميع مواضع المسامير الخارجية.
في تطبيقات الهندسة الإنشائية والمدنية، تعمل المسامير اللولبية المصنوعة من الفولاذ المقاوم للصدأ كمسامير تثبيت مدمجة في الأساسات الخرسانية، وكقضبان ملولبة في أنظمة الأسقف المعلقة، وكقضبان شد في أنظمة واجهات الجدران الساتر، وكعناصر توصيل في مجموعات فولاذية هيكلية معيارية. يسمح تكوين الخيوط بالكامل بضبط موضع الصمولة بدقة أثناء التثبيت لاستيعاب الأبعاد الفعلية للهيكل، والتعويض عن الاختلافات الأبعاد الكامنة في الخرسانة المصبوبة أو الأعمال الفولاذية المجمعة ميدانيًا. يتم تحديد درجة الفولاذ المقاوم للصدأ 316 أو الدوبلكس لمشاريع البناء الساحلية والبحرية - البنية التحتية للجدار البحري، وسطح الرصيف، ودرابزين المنصة البحرية، والتطبيقات المماثلة - حيث تبدأ مسامير التثبيت المصنوعة من الفولاذ الكربوني في التآكل خلال أشهر من التعرض لرذاذ الملح.
يجب أن تتوافق المعدات المستخدمة في إنتاج الأغذية ومعالجة المشروبات وتصنيع الأدوية مع معايير النظافة الصارمة التي تتطلب أن تكون جميع أسطح التلامس وقريبة التلامس غير قابلة للتآكل وغير ملوثة وقابلة للتنظيف دون تدهور السطح. عادةً ما يتم إنتاج البراغي ذات الرأس المزدوج المصنوعة من الفولاذ المقاوم للصدأ المستخدمة في هذه البيئات بسطح أملس ومخمل يقاوم الالتصاق البكتيري ويقاوم التنظيف المتكرر بالمطهرات الكاوية والحمضية دون تدهور السطح. كما يعمل تكوين مسمار التثبيت - حيث لا يبرز رأس مسمار من وجه المفصل - على تبسيط عملية التنظيف عن طريق تقليل عدد التجاويف والشقوق حول أداة التثبيت التي يمكن أن تحبس بقايا المنتج أو تؤوي نمو البكتيريا.

يتم تصنيع البراغي ذات الرأس المزدوج المصنوعة من الفولاذ المقاوم للصدأ وفقًا للمعايير الدولية المعمول بها والتي تحدد شكل الخيط وتفاوتات الأبعاد والخصائص الميكانيكية ومتطلبات المواد. إن الرجوع إلى المعيار الصحيح في مواصفات الشراء يضمن أن أدوات التثبيت المستلمة قابلة للتبديل، وذات أبعاد صحيحة، ولها خصائص ميكانيكية تم التحقق منها:
لا يعتمد أداء البراغي ذات الرأس المزدوج المصنوعة من الفولاذ المقاوم للصدأ في الخدمة على المواد الصحيحة ومواصفات الأبعاد فحسب، بل يعتمد أيضًا على تقنية التثبيت المناسبة. تنطبق العديد من العوامل الخاصة بالتركيب بشكل خاص على أدوات التثبيت الملولبة المصنوعة من الفولاذ المقاوم للصدأ ويجب فهمها لتجنب فشل المفاصل المبكر أو تلف أدوات التثبيت أثناء التجميع.
Galling هو وضع فشل التثبيت الأكثر شيوعًا والأكثر ضررًا للمثبتات الملولبة المصنوعة من الفولاذ المقاوم للصدأ. ويحدث ذلك عندما يتم لحام تقلبات السطح المجهرية على أسطح خيوط الفولاذ المقاوم للصدأ المتزاوجة معًا تحت مزيج من ضغط التلامس وحرارة الاحتكاك المتولدة أثناء الشد، مما يتسبب في تمزق أسطح الخيوط وإمساكها. بمجرد حدوث الانزعاج، يتم عادةً تدمير أداة التثبيت ويجب حفرها - وهو علاج مكلف ويستغرق وقتًا طويلاً. يتم منع التصلب عن طريق وضع مركب مضاد للاحتكاك يعتمد على النيكل أو النحاس على الخيوط قبل التجميع، ويتم شدها بمعدل بطيء وثابت لمنع تراكم الحرارة الاحتكاكية، والتأكد من أن الصواميل والخيوط المسمارية نظيفة وخالية من الحطام قبل المشاركة. إن استخدام صواميل من الفولاذ المقاوم للصدأ من درجة مختلفة عن المسامير - على سبيل المثال، 316 صواميل على 304 مسامير - يقلل أيضًا من ميل الغليان عن طريق منع الاتصال المتطابق بين البنية المجهرية والبنية المجهرية الذي يعزز اللحام اللاصق.
التحميل المسبق للمسمار - قوة الشد التي تم تطويرها في المسمار عند شد الصمولة - هي المعلمة الأساسية التي تحدد قوة تثبيت المفاصل وأداء الختم في التجميعات ذات الحشيات. بالنسبة لتطبيقات شفة الضغط، يجب التحكم في التحميل المسبق ضمن نطاق محدد لتحقيق ضغط كافٍ على الحشية دون الخضوع للمسمار. يتمتع الفولاذ المقاوم للصدأ بمعامل احتكاك أعلى وأكثر تنوعًا من الفولاذ الكربوني المطلي بالزنك، مما يعني أنه لا يمكن افتراض العلاقة بين عزم الدوران والتحميل المسبق للمسامير غير القابلة للصدأ من جداول عزم الدوران القياسية المصنوعة من الفولاذ الكربوني. تتراوح معاملات الاحتكاك لخيوط الفولاذ المقاوم للصدأ مع مركب مضاد للاحتجاز عادةً من 0.12 إلى 0.18، مقارنة بـ 0.10 إلى 0.15 للفولاذ الكربوني المشحم، ويجب دمج هذا الاختلاف في حسابات مواصفات عزم الدوران لتجنب التحميل المسبق المنهجي لمجموعات المسامير غير القابل للصدأ.
تتطلب البراغي ذات الرأس المزدوج المصنوعة من الفولاذ المقاوم للصدأ في بيئات الخدمة المحددة بشكل صحيح الحد الأدنى من الصيانة مقارنة بمثبتات الفولاذ الكربوني، لكن الفحص الدوري يظل مهمًا - خاصة في التطبيقات ذات الدورة العالية أو الضغط العالي أو التطبيقات الحرجة للسلامة:
عندما يتم تحديدها بشكل صحيح، وتثبيتها وصيانتها بشكل صحيح وفقًا لهذه الإرشادات، فإن البراغي ذات الرأس المزدوج المصنوعة من الفولاذ المقاوم للصدأ توفر عقودًا من الخدمة الموثوقة في البيئات الصناعية الأكثر تطلبًا - مما يوفر السلامة الهيكلية، ومقاومة التآكل، وسهولة إعادة التجميع التي تجعلها أداة التثبيت المفضلة عندما تكون البراغي التقليدية أقل من متطلبات التطبيق.

خيط التسامح: 6g معيار DIN 13-15 、 DIN 13-12 قطر قضيب د D≤M20 : A2-70 、 A4-70 ; M20 < D≤M39 : A2-50 、 A4-50 ; D≥M39 : C3 、 C4 ; D < M39
انظر التفاصيلجميع Jiangsu Huajie Stainless Steel Products Co., Ltd.حقوق الطبع والنشر ©


